咨询电话:15896368679 咨询电话:15896368679
咨询电话:15896368679 咨询电话:15896368679 




— 产品设备 —
 全国免费客服电话 15896368679
全国免费客服电话 15896368679 邮箱:jszyjg@yeah.net
手机:15896368679
电话:15896368679
地址:江苏省丹阳市高新区产业路88号--3号楼

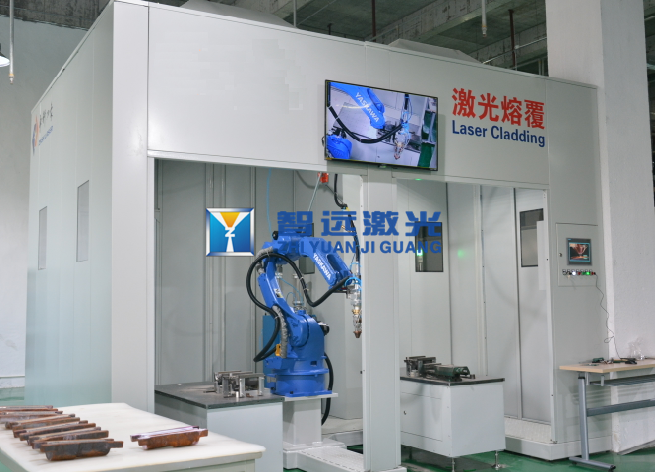
1. 激光熔覆介绍l 激光熔覆: Laser Cladding,亦称激光包覆或激光熔敷,是一种新的表面改性技术。 l 基本原理: 通过高能密度的激光束使金属粉末熔融于基材表面,并在基层表面形成与其为冶金结合的添料熔覆层。 l 应用: 可显著改善基体材料表面的耐磨、耐蚀···
产品详情
l 激光熔覆: Laser Cladding,亦称激光包覆或激光熔敷,是一种新的表面改性技术。
l 基本原理: 通过高能密度的激光束使金属粉末熔融于基材表面,并在基层表面形成与其为冶金结合的添料熔覆层。
l 应用: 可显著改善基体材料表面的耐磨、耐蚀、耐热、抗氧化及电气特性等,从而达到表面改性或修复(新品强化或旧品修复)的目的,满足了对材料表面特定性能的要求。
l 影响激光加工工艺的主要因素
Ø 材料方面:材料成分、表面光洁度、吸收率、熔沸点、热膨胀特性、热传导特性等.
Ø 光源方面:波长、功率、功率密度、光束质量、模式特性、偏振特性等;
Ø 工艺方面:焦点位置、光斑大小、加工(送料)速度、辅助气体、喷嘴形状、送粉形式等;
工业激光器在切割、焊接、钻孔等加工领域发挥着重要作用。这些激光器通常工作在红外波段,这对某些应用很有效,但红外波长不适合加工反射性金属,包括金、铝、镍、铜等,其中铜是最常用也是最重要的一种材料,在电子制造和汽车制造等行业广泛应用。
众所周知,虽然铜对红外激光的吸收率很低,但对蓝光的吸收率却很高。下图给出了金、铝、铜和其他金属对红外光和蓝光的吸收情况。
几乎每种反射性金属,对蓝光的吸收率都远大于对红外光的吸收。蓝光激光器在铜的焊接上所需的能耗比红外激光器低84%,在金的焊接上甚至要低92%。

但是对于更厚的铜元件焊接或者铜合金熔覆,蓝光激光加工仍存在局限性,因为对于深熔焊以及纯铜熔覆加工来说,因铜具有良好的热传导性,所以需要很高的激光强度才能形成良好的焊接质量及熔覆质量。但是由于受技术条件的限制,目前蓝光激光器最高的输出功率也只能达到3kW,其生产效率相对较低,而且,由于蓝光二极管激光器的价格高于红外激光器,其加工效益比较低。
目前,红外激光器虽可用于铜的深熔焊,但技术上仍有较多不足,因为铜对红外激光的吸收率低,需要相当高的能量输入来熔化和穿透材料,所以工艺过程和最终结果都不理想。到目前为止,在所有使用红外激光进行铜深熔焊的实验中,都观察到了极其不稳定的熔池,这会导致气孔和飞溅的产生,造成质量不合格的焊缝或者熔覆层。
在焊接/熔覆过程中,具有高吸收率的蓝光激光首先被用于熔化工件表面/粉末,中心的红外激光则用于打开小孔,实现深熔焊及更高更大的熔池。为了使熔池平稳并稳定整个焊接过程,小孔形成后,蓝光激光依旧保持开启。实验中所使用的红外激光功率为1kW到5kW,仍低于基于纯红外激光的铜焊接所使用的功率。试验证明,复合激光熔覆的效率相当于2-3倍的纯蓝光熔覆效率。
项 目 | 规 格 |
激光功率 | 蓝光激光1000-3000W;近红外激光:1000-5000W |
激光器品牌 | 国产近红外激光器/进口近红外激光器,进口蓝光激光器 |
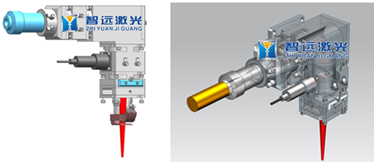
熔覆头 | 蓝光&红外激光复合熔覆头(内孔或外圆可互换),接口类型:QBH、LLK-D、LOE等 |
运动机构 | 机床式、机器人+转台式 |

红外激光熔覆锡青铜合金

蓝红复合激光熔覆锡青铜合金


蓝红复合激光送丝熔覆铝青铜合金
上一篇:闭环温度控制激光热处理系统
下一篇:激光熔覆锡青铜合金系统
相关推荐
服务热线