咨询电话:15896368679 咨询电话:15896368679
咨询电话:15896368679 咨询电话:15896368679 




— 产品设备 —
 全国免费客服电话 15896368679
全国免费客服电话 15896368679 邮箱:jszyjg@yeah.net
手机:15896368679
电话:15896368679
地址:江苏省丹阳市高新区产业路88号--3号楼

激光淬火介绍 激光基本原理: 利用高能激光束在短时间照射工件表面,受激光照射的表层区域被 急速加热至相变以上温度而形成奥氏体 ,与加热区之间有很陡的温度梯度,当激光不再
产品详情
激光基本原理: 利用高能激光束在短时间照射工件表面,受激光照射的表层区域被急速加热至相变以上温度而形成奥氏体,与加热区之间有 很陡的温度梯度,当激光不再照射加热区会急速冷却,奥氏体转变为马氏体,从而实现自冷淬火,获得相变硬化处理。
主要应用:可对各种导轨、大型齿轮、轴颈、汽缸内壁、模具、减振器、摩擦轮、轧辊、滚轮零件进行表面强化。适用材料为中、高碳钢、 铸铁。
激光淬火优势:
Ø 位置可控:淬硬层深度、面积、部位按要求可精确控制
Ø 局部可控:大型、复杂零件局部淬火(只要激光能照射到),如槽壁(底)、小孔等
Ø 加热速度快,热影响区小,变形小(仅为高频淬火的1/5 ~ 1/3),几乎无氧化脱碳,对表面粗糙度影响小; 工艺周期短,生产效率 高,成本低
Ø 淬火后硬度均匀,硬化层深0.1-2.0mm,高于常规淬火15%-20%,耐磨性可提高1-10倍
Ø 无需再加工
Ø 可实现低档模具钢替代高档模具钢,国产模具钢替代进口模具钢。

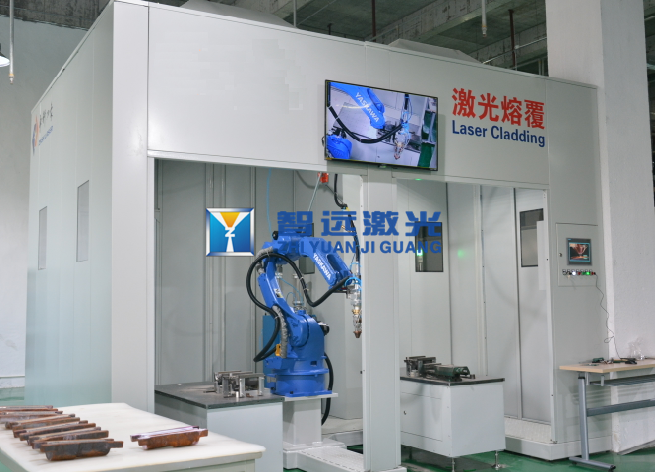
激光熔覆: Laser Cladding,亦称激光包覆或激光熔敷,是一种新的表面改性技术。
基本原理: 通过高能密度的激光束使金属粉末熔融于基材表面,并在基层表面形成与其为冶金结合的添料熔覆层。
主要应用:
Ø 铜基、铝基材料表面熔覆;铁基材料表面熔覆铜合金等
Ø 异形件激光熔覆
Ø 球阀、阀体、阀座、闸阀等激光熔覆
Ø 辊道、辊轮等激光熔覆
Ø 活塞头、活塞杆等激光熔覆
与高斯光束相比,平顶光束轮廓中没有两翼,但具有较陡的边缘过渡,因此能量传输效率更高,并且热影响区更小。与高斯光束相比,平顶光束的能量能够更清晰地包含在给定区域中,获得更为均匀的能量分布,降低热影响区及对母材的冲击。例如:在激光熔覆、淬火、加热等方面,特别是高敏感材料的激光熔覆,其优势更为明显。

激光器选型
结合激光淬火的原理及特点,根据模具淬火对表面损伤度及淬硬深度的要求,激光器光源应选择光斑为平顶型能量分布的激光器,即光纤耦合半导体激光器,可以获得更高功率更深淬火硬化层深度度及更小的表面损伤。
n 光纤耦合输出半导体激光器具有以下优点:
1) 采用简单的模块化设计 (低成本)
2) 高光电转化率(高至45%) —低运行成本
3) 高运行可靠度。
4) 激光能量分布为平顶型。在激光淬火时,光斑能量分布均匀,同时其对母材的表面损伤小。
5) 能量平顶分布,使加工过程中材料受热更均匀
① 淬火----表面均匀受热,可满足更深淬硬层需求。
② 熔覆----表面效果更好,不存在过热区域 长时间的熔覆过程更加稳定
③ 熔焊----焊缝饱满,强度高
④ 钎焊----焊丝熔化均匀,连接部位预热好
6) 能量高斯分布,由于中心能量密度高,四周能力密度低,在进行>0.3mm以上淬硬层深度的淬火工艺时,可能导致表面微熔。
| 项目 | 规格 |
| 激光功率 | 2kW-10kW |
| 激光器品牌 | 国产光纤激光器2-6kW,德国Laserline半导体激光器4-10kW |
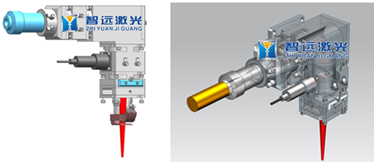
| 激光淬火头 | 宽带激光淬火头,可调光斑激光淬火头,闭环温度控制 |
| 激光熔覆头 | 多路同轴送粉 |
| 运动机构 | 机器人+滑台/桁架 |
| 其他配置 | 离线编程软件、恒温控制系统等 |

汽车模具激光淬火


汽车模具激光熔覆
上一篇:高功率蓝光激光内壁熔覆系统
下一篇:曲轴、螺杆激光熔覆系统
相关推荐
服务热线